The critical importance of reducing the amount of waste in landfills is more prevalent than ever. As environmental concerns increase, granulating operations globally are growing in number and looking for ways to maximize efficiency by increasing output and reducing costs.
How granulator knives fit and how sharp they are have a significant impact on the efficiency of any granulating operation. Well-maintained knives reduce dust and fine-free, uniform regrinds. Dull blades do the opposite and produce regrinds of various sizes with dust and fines. Granulator blades that are not well-maintained can cause premature wearing of the knives and can make setting the desired gap impossible.
The Gap
The gap between the rotor knife and the bed knife must be set based on the widest knife in the machine. When knives are not uniformly sized, the gap increases causing inefficiencies. For example, in a granulator that contains three blades, two blades may be 3.005 inches and the third may be 3.010 inches. In a setup with a gap requirement of 0.005, two of the blades will actually have a gap of 0.010 while only one has a gap of 0.005. The material passes by two of the blades without being close enough to create a good pinch point. The resulting inconsistent cuts cause knives to dull quickly, requiring the machine to pull more amperage to operate. These inefficiencies cost your operation valuable dollars due to increased electrical costs and machine wear and tear.
One size doesn’t necessarily fit all when it comes to granulating knives. Operators have the flexibility to choose which rotor blade is best suited based on cutting angle and material being cut for their specific operation. The best bevel design for the application is determined by the density, feed rate, and size of the machine in conjunction with the material to be processed.
Compound / Reverse Bevel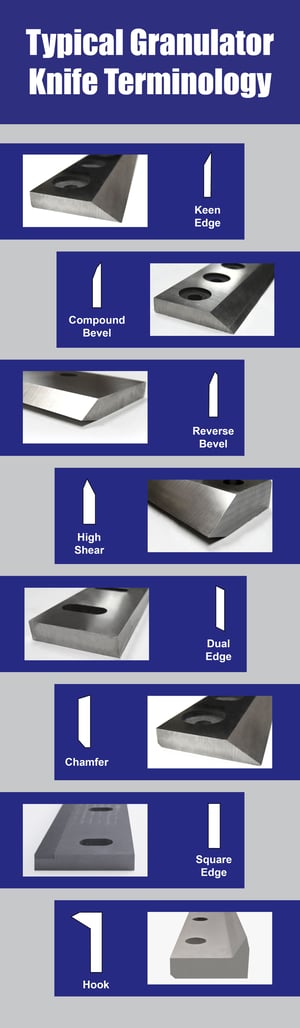
Blades with a compound bevel or reverse bevel are often chosen by granulating operators. This geometry provides additional strength and is well suited to cutting dense materials and in a high volume operation.
Single / Keen Edge Blade
A single keen edge design produces a cleaner cut but has a weaker cutting edge. This design is best suited to cutting film and other thin products.
A single / keen bevel edge is often chosen by plastic molders because it’s very sharp. This steep angled blade (often at a 70 degree angle) produces a shearing action.
Square & Radial Edge
Processing materials such as non-ferrous metal, requires a very blunt blade with a very tough edge.
Hardness
Metallurgy can play a major role in extending the life of a granulating knife depending on what type of material is being processed.
The hardness of the knife material can be reduced if an operation is running low volume batches to increase a blade’s toughness and allow for the processing of a wide variety of materials and or shapes without damaging the cutting edge thus increasing blade life.
Quality isn’t an act. It’s a habit - Aristotle
How to Find Your Fit
There are two ways to find the right fit for your granulating machine and process.
- Start with the make and model of your granulator and select the bevel and material that best fits your operation. To gauge the effectiveness of the geometry and blade material, maintain a blade log that documents the following: cutting volume, knife condition, number of sharpenings, and blade life. Work with a custom blade manufacturer to optimize your knife to meet the needs of the business.
- Work with a qualified industrial blade manufacturer to reverse engineer a knife based on your current blade. When a high-quality industrial knife manufacturer is supplied with a brand new granulating knife, 100% of the specifications can be obtained. Replacement blades that are identical to or exceed the requirements of your current blades can be produced.
Engineering and Metallurgy Matter
When industrial knife manufacturers reverse engineer a used granulating blade, their engineers will perform metallurgy tests to reveal material and hardness. The wear pattern of the knife will be inspected to check for damage to the cutting edge. Whether an industrial knife manufacturer is reverse engineering a new or used knife, a sample demonstrating the current wear pattern of the existing blades should be provided to enable analysis the cutting edge wear pattern.
Based on the information from these tests and analyses and the material being cut, engineers will make recommendations to develop a knife design that improves performance. The results are increased production, improved knife life, and reduced dust and fines to ultimately produce more a consistent product and maximize the efficiency of your granulating operation.
Great things are done by a series of small things brought together. – Vincent Van Gough
Don’t fall into a “one size fits all’ approach to your granulating blades. There is a lot of variation between, production volume, and material that significantly impact the performance of your blades.
Working with a high-quality industrial knife manufacturer with the knowledge, experience, expertise, and capabilities to assess your granulating operation and recommend the right granulating knives can make a tremendous difference in the productivity and profitability of your operation.
Contact the plastic recycling knife experts at American Cutting Edge today for assistance with finding your perfect granulator knife fit today for better optimization.

